劈刀是键合设备(bonders)中用于连接IC芯片电极和引线端子的导线的工具。 我们使用高质量的材料,并能按照键合的规格进行设计和制造
[当与线材一起使用时,金线要穿过劈刀的中心孔]
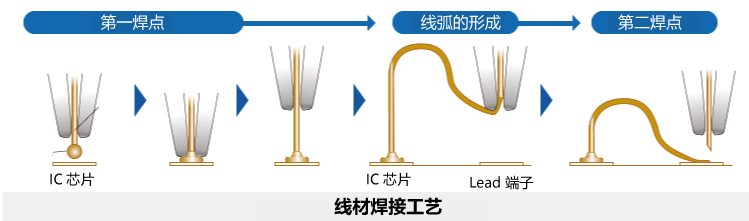
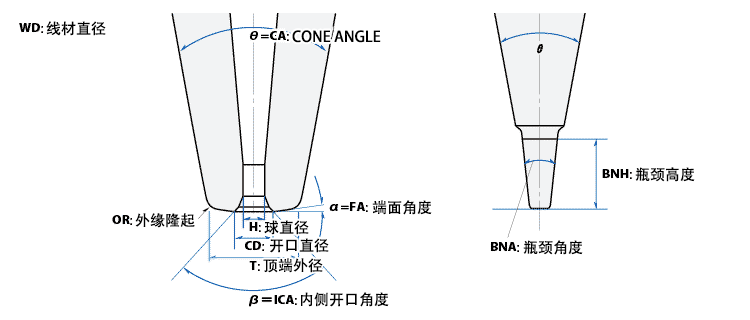
如图所示,金球通过超声波和从设备到劈刀以及键合阶段的热量施加到已形成的金球上的负载被粘合到电极上。 然后形成环状,并将线与导线终端粘合。 键合时,毛细管尖端的形状、精度和表面状况都很重要。 环形是由金属丝根据劈刀的动作穿过劈刀而形成的,因此对内径进行抛光以减少对线材的损坏(划痕)和环形高度的变化是很重要的。

我们的陶瓷劈刀经过HIP处理,以减少影响质量的个体差异。 例如,它们作为汽车应用的劈刀,受到客户的高度信任,近年来,汽车应用对高可靠性的要求更加严格。 此外,红宝石劈刀使用单晶红宝石,是世界上唯一的红宝石劈刀产品。 内径经过镜面抛光,以防止导线(金、银、铜和合金)堵塞。
还有一系列其他的定制产品,以确保快速交付客户满意的产品。
特征
- 通过HIP处理去除残余空隙和致密化
- 由于改善了合金比例,防止了断线*
- 由于对内径进行了出色的镜面抛光,内表面光滑,使粘合过程顺利进行
- 高精度的定制
*合金化比例:键合操作使IC垫上的铝膜新生面与金球发生反应,在键合界面形成合金层。 当时合金化面积与结合面的比率。
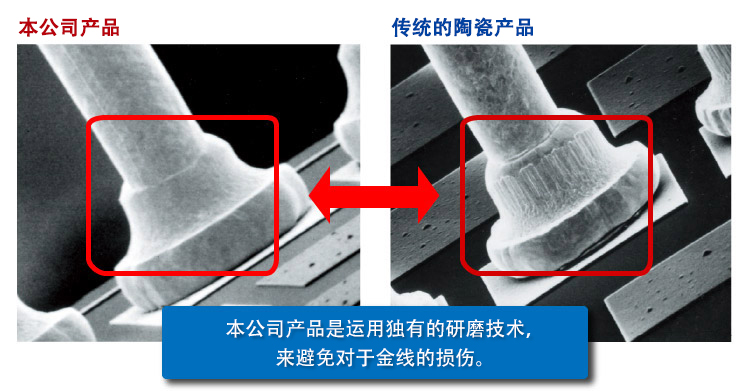
优异的光滑度和耐磨性导致粘合过程的大幅合理化
陶瓷劈刀

详细
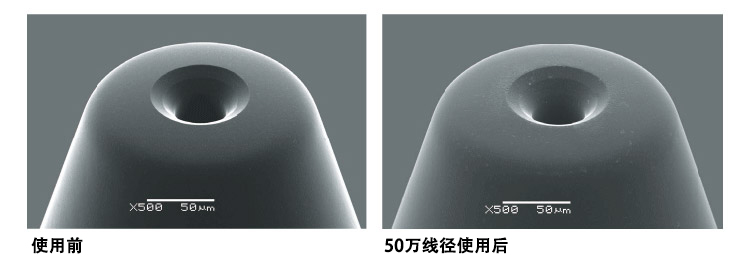
陶瓷劈刀是采用注塑技术制造的,这是一种用于光通信卡套的大规模生产技术。 这意味着同轴度明显优于传统劈刀,减少了更换劈刀时重新调整键合位置的时间。 它们也比传统的氧化铝陶瓷更硬,确保了更长的使用寿命。 可以应用DLC(金刚石碳)涂层,以延长使用寿命。
陶瓷劈刀以高速通过坚硬材料中的细小、脆弱的金丝,因此表面粗糙度和准确的轮廓设计特别重要。
我们使用我们为氧化锆卡套开发的超精密加工技术,它也能通过光学纤维,创造一个光滑的形状。
材料特性。
掺有氧化锆的氧化铝,使用寿命长
Orbray陶瓷劈刀采用添加氧化锆的氧化铝作为材料,与传统的氧化铝产品相比,强度明显提高。 此外,与传统产品相比,HIP处理提高了耐磨性,延长了使用寿命。
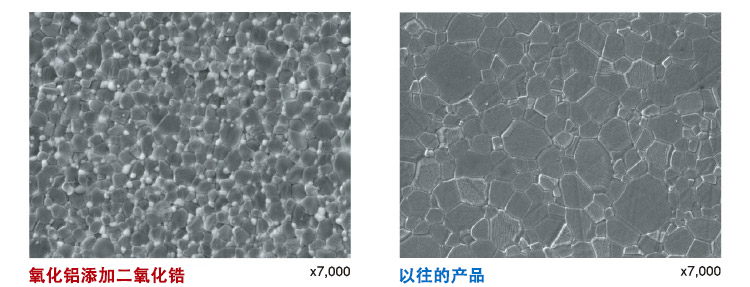
| 氧化铝添加二氧化锆 | 以往的产品 | |
|---|---|---|
| 弯曲强度 | 1,700 (N/mm2) | 820 (N/mm2) |
| 硬度 | 1,900 (HV) | 2,000 (HV) |
| 密度 | 4.3 (g/cm2) | 3.98 (g/cm2) |
| 平均颗粒直径 | ≤0.5μm | ≤1.2μm |
| 色调 | 白色 | 白色 |
通过从材料到完工的彻底的综合生产系统来实现低价格。
HIP工艺 热间等方压加压法 (Hot Isostatic Pressing)
HIP处理通过对被处理的材料施加高温(>1000℃)和等静压(>1000个大气压)来去除材料颗粒之间产生的气泡。
因此,劈刀变得更密集、更均匀,个体差异减少。
作为参考,600巴是在6000米的深度施加的,这意味着施加的压力比这更大。
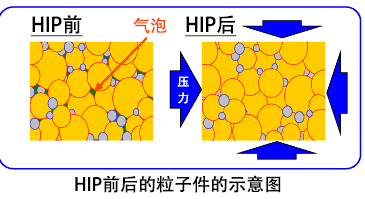
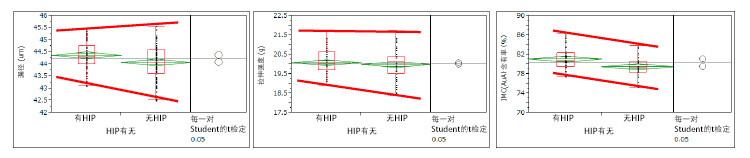
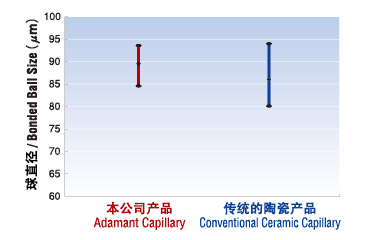
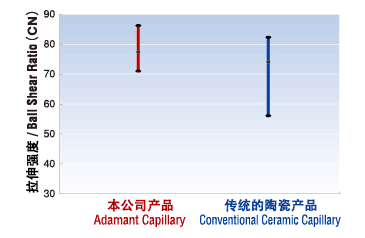
HIP工艺消除了气泡并使劈刀致密化,增加了其压碎直径、剪切强度和合金比例,并减少了安装过程中的变化。同质化的劈刀中的个体差异也被减少。
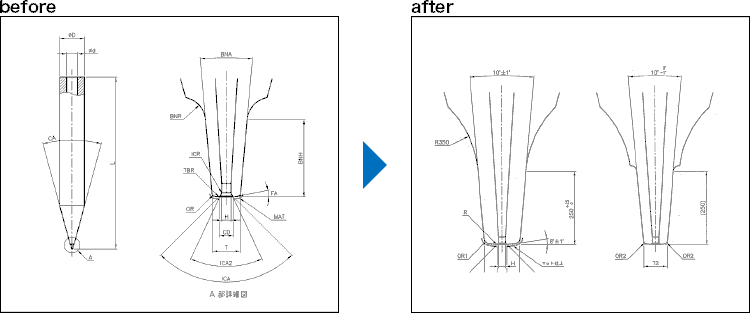
劈刀形状(精密加工技术)
具有光滑和均匀孔径的直管段可减少金线断裂、金线卡住和金线缺陷。
同时,从腔体直径到孔径的平滑过渡使粘合过程稳定。
传统的劈刀的孔径部分不是直的,或者有很多不规则的地方,导致金线被刮伤,金线断裂和金线卡住。
我们的劈刀通过对内表面的抛光,从孔径的直线部分到内腔直径和腔体直径,角度逐渐变化。
这可以稳定键合的形状,减少对金线的损害,使粘合过程顺利进行。
劈刀的简称一览
形成理想的球形
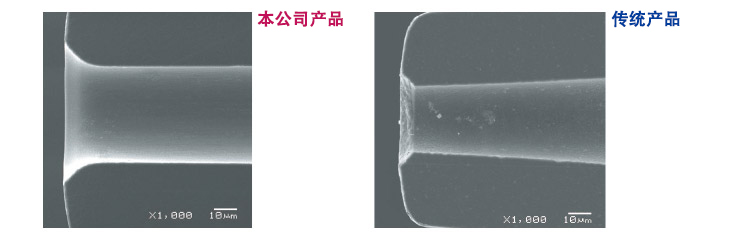
瓶颈外围的抛光增加了强度。
瓶颈形状的产品采用我们的超精密加工技术制造,外圆周经过抛光处理。 这导致了强度的急剧增加。 我们还可以灵活地应对有瓶颈断裂的窄间距产品、高BNH产品和特殊薄型不规则形状的要求。 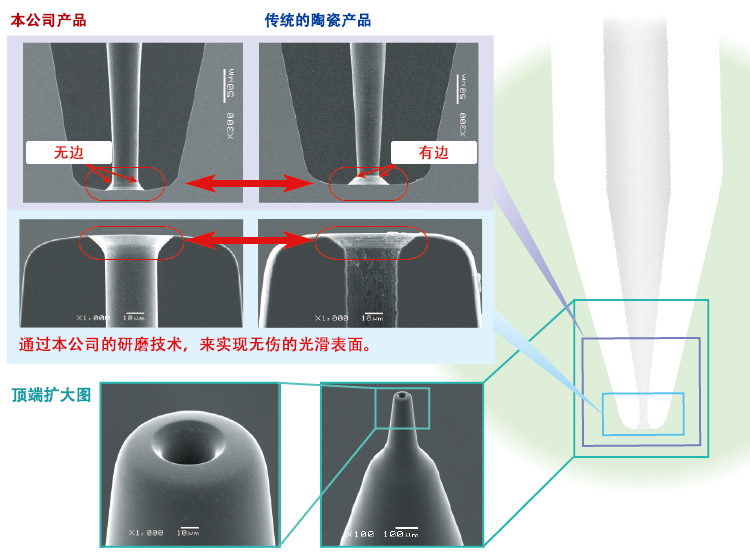
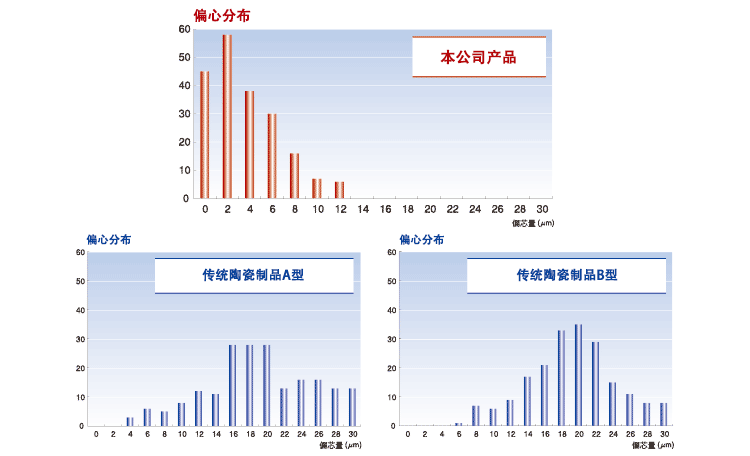
偏心的特性
优异的偏心性能使更换工作顺利进行。
我们的超精密加工技术是通过制造光通信卡套而发展起来的,使我们即使在键合劈刀时也能获得出色的偏心特性。 这样在更换劈刀时就不需要对准,从而大大减少了工作时间。
键合特性
平滑和稳定的球状确保了良好的键合性能。
球的直径
球的直径受线材直径、孔径和腔体直径的影响,但平滑的腔体直径加工和孔径的优良偏心特性确保了球的形状稳定,没有变化。
球的强度(垫/球的结合)。
决定共享强度的因素包括垫材料、球的接触面积、球的挤压直径、线材直径和腔室直径。 足够的强度是通过稳定的腔体直径形状实现的。
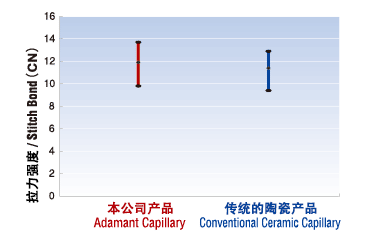
拉线强度(环形拉伸强度)。
拉力强度取决于外径、外半径和面角。 尖端外径的稳定形状、孔径相对于尖端外径的优秀偏心率以及外半径的平滑性,确保了对一般钢丝直径的足够强度。
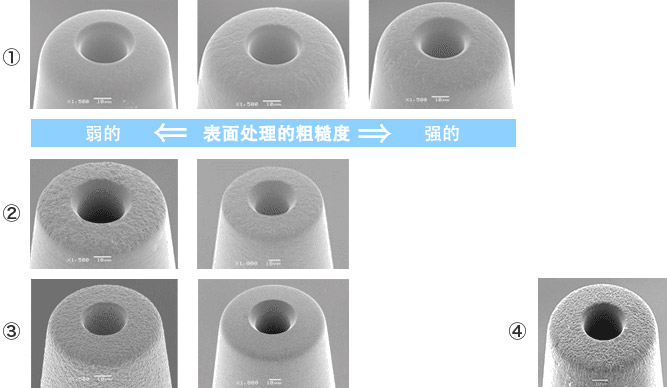
陶瓷劈刀的特殊表面处理工艺
特殊表面是一种在特定区域使表面粗糙化的工艺。 粗糙化的表面可以改善粘合剂的润湿性和电镀强度。 在陶瓷劈刀上,由于握力的改善,它还能提高第二焊点的强度。
考虑到与配合材料的兼容性,有四种不同的表面处理方法可供选择。
- (i) 物理粗化法。
- (ii) Blast处理
- (iii) 化学处理
- (四) 本公司独创处理方法
采用案例研究
侧切劈刀
随着设备越来越小,密度越来越大,狭窄的封装也越来越多。
我们提出了侧切劈刀,以避免线材和障碍物的靠近,如下所述,并实现了无问题的粘合。
- 当键合垫的间距很窄时
- 当垫子附近有墙壁或障碍物时

目录
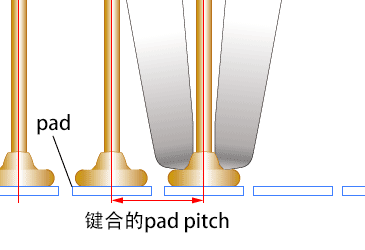
劈刀是根据金线在键合过程中被键合的焊盘尺寸和焊盘间距(中心到中心的距离;BPP=键合焊盘间距)来选择。
随着半导体产品越来越小,焊盘间距越来越窄,对劈刀的精度要求也越来越高。
Orbray公司扩大了其阵容,以满足半导体产品小型化的需要。
兼容性系列
Orbray提供一系列高质量的兼容劈刀。 它们也可以提供目录中没有列出的尺寸。
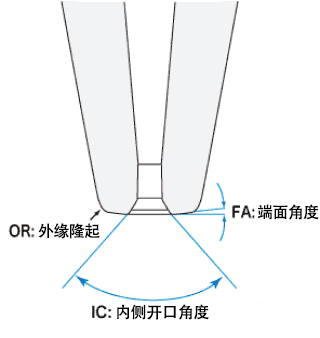
| Part NO. | IC 内侧开口角度 |
FA 端面角度 |
OR[μm] 外缘隆起 |
|---|---|---|---|
| AN-1 | double120° - 80° | 8° | standard |
| AN-2 | double120° - 80° | 8° | standard |
| AN-3 | double90°-50° | 0° | large |
| AN-4 | double90°-50° | 0° |
large |
| AN-5 | double120°-90° | 0° |
large |
| AN-6 | single120°(IR) | 8° | standard |
| AN-S | custom | ||
(μm/mil)
陶瓷劈刀
兼容性系列 细节
世界上唯一的单晶红宝石劈刀
红宝石劈刀

细节
由于其高硬度,红宝石劈刀在正常条件下使用后不会改变形状。 因此,通过清洗和去除表面的金线涂层,它们可以像新的一样多次使用。
红宝石以高速穿过坚硬材料中容易损坏的细金丝,因此表面粗糙度和准确的剖面设计特别重要。 我们使用激光钻孔和超精密加工技术,用钻石浆来完成光滑的形状。
材料特性
由于是单晶体,因此具有出色的光滑度。 防止金线卡住和金线的缺陷。
我们的红宝石劈刀使用单晶红宝石作为材料。 与传统的氧化铝相比,其表面光滑度更好,因此不会损坏金丝。 它们还具有很高的强度,使它们适合于瓶颈形状。
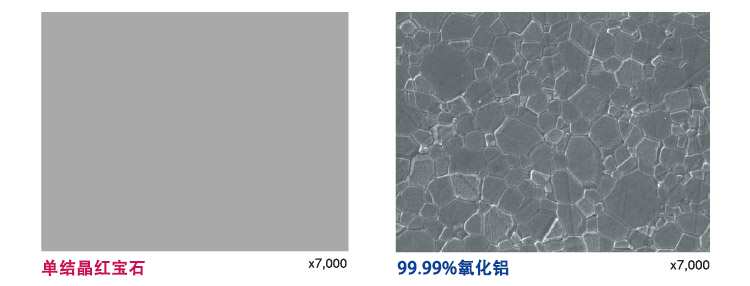
| 单结晶红宝石 | 以往的产品 | |
|---|---|---|
| 弯曲强度 | 1,026 (N/mm2) | 820 (N/mm2) |
| 硬度 | 2,000 (HV) | 2,000 (HV) |
| 密度 | 3.99 (g/cm2) | 3.98 (g/cm2) |
| 平均颗粒直径 | 単結晶 | ≤1.2μm |
| 色调 | 红色 | 白色 |
通过从材料到完工的彻底的综合生产系统实现低价格。
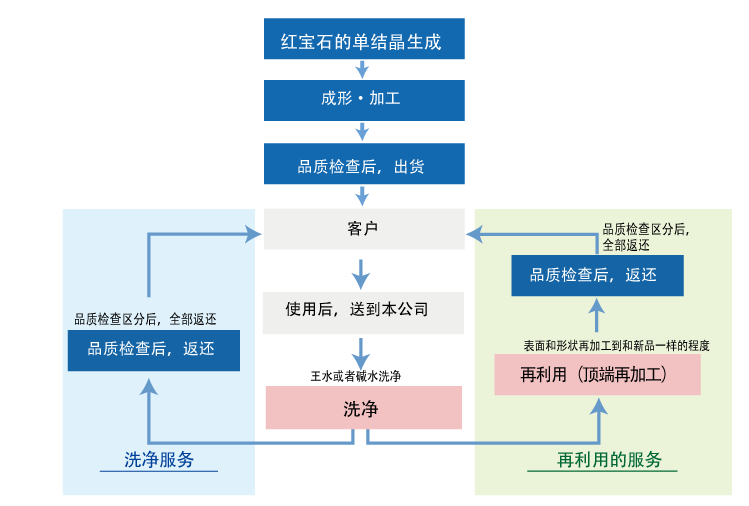
清洁和回收
使用耐化学腐蚀的单晶红宝石可以反复清洗和回收。
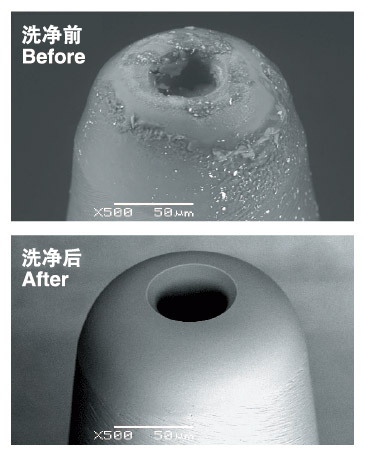
清洁
使用后,红宝石劈刀要用王水清洗黄金,用碱清洗碳化物。 我们的红宝石劈刀是由单晶材料制成的,这意味着在清洗后没有像陶瓷(多晶)那样的化学残留物,而且金线不会被损坏。 它们还具有抗划伤性,仅通过清洁就可以重复使用。 清洁工作由公司进行,在产品再次装运时进行严格的质量检查,所以你可以放心地使用产品,而且质量与新产品一样。
回收利用
清洁工作可以重复进行,但在重新发货时未能通过质量检查的劈刀可以通过进一步研磨和重新加工针尖进行回收。 回收(尖端再加工)可以重复进行,直到劈刀不再适合使用。 使用回收的劈刀既能降低成本,又能减少对环境的影响。
红宝石劈刀再利用系统。
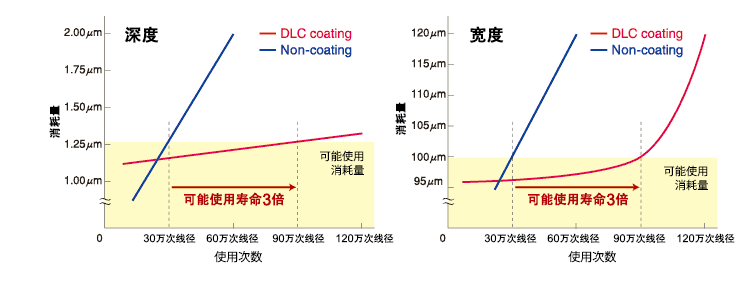
单晶红宝石劈刀具有窄间距、低温能力和三倍的使用寿命,其DLC涂层具有更高的耐磨性。
近年来,粘合过程需要窄间距和低温,而且对劈刀的耐磨性要求也在不断提高。
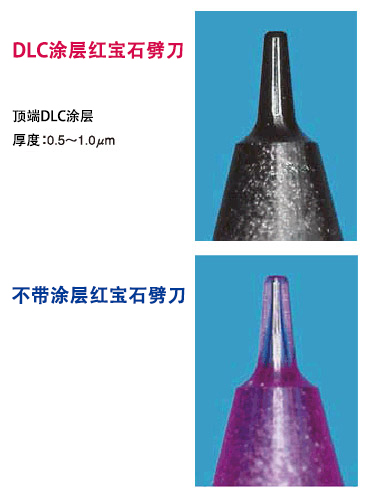
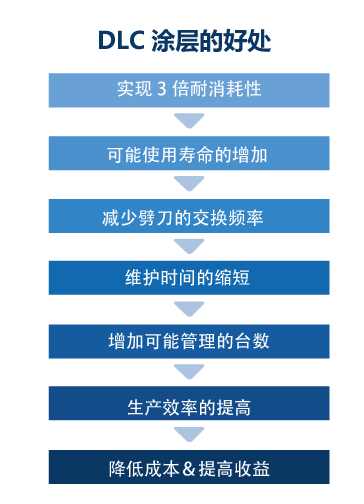
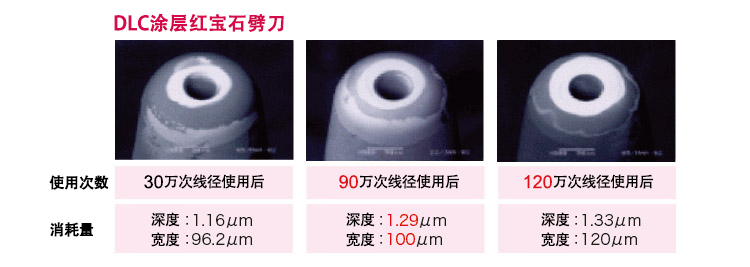
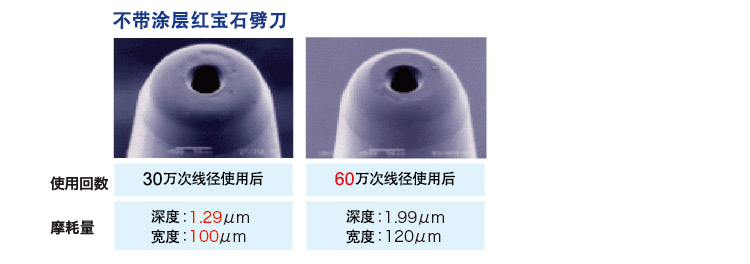
我们领先于竞争对手开发的DLC涂层单晶红宝石毛细管,实现了三倍于无涂层劈刀的耐磨性。 减少劈刀的更换频率可以减少维护时间,增加可管理的机器数量,从而提高生产力,有助于增加公司的利润。
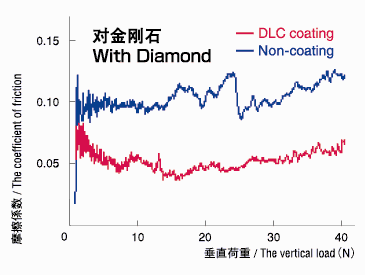
DLC涂层
三倍的耐磨性,所以三倍的可用寿命。 稳定的CD几何形状也使粘合性得到改善
DLC涂层具有低摩擦性和无尘性,使用寿命长。
DLC涂层处理降低了劈刀的摩擦系数,但不影响键合强度,从而减少了污染物对尖端的粘附。